

天津优质粉体包装机厂家

设备安装调试过程及一般要求1.开箱验收新设备到货后,由设备管理部门,会同购置单位,使用单位(或接收单位)进行开箱验收,检查设备在运输过程中有无损坏、丢失,附件、随机备件。专用工具、技术资料等是否与合同。装箱单相符,并填写设备开箱验收单,存入设备档案,若有缺损及不合格现象应立即向有关单位交涉处理,索取或索赔。2.设备安装施工按照工艺技术部门绘制的设备工艺平面布置图及安装施工图、基础图、设备轮廓尺寸以及相互间距等要求划线定位,组织基础施工及设备搬运就位。在设计设备工艺平面布置图时,对设备定位要考虑以下因素。

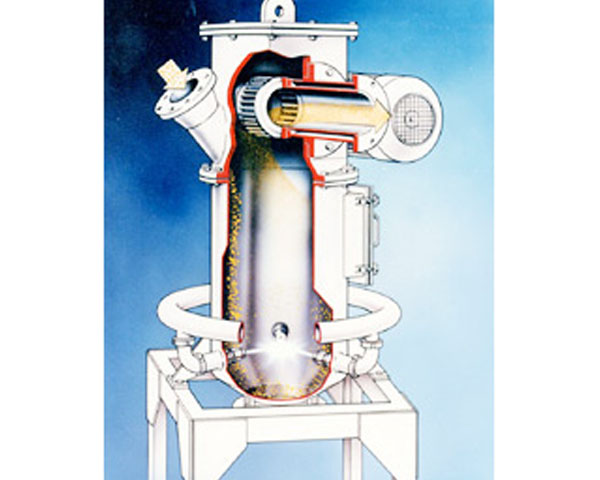
1.采用了梯形工作面,柔性连接,磨辊联动等专项技术2.和传统雷蒙磨粉机相比,降低了物料在磨辊磨环之间的下滑速度,延长了对物料的碾压时间,提高了产品的细度和产量。3.此时,磨辊在离心力的作用下紧紧的碾压在磨环上,当磨辊磨环磨损到一定厚度时候是不影响成品的产量和粒度,解决了易损件换周期短的弊病。4.其次,雷蒙磨粉机比球磨机效率高,占地面积小,能耗低,投入少。5.同时进料粒度时何以调节,成品粒度也是根据出粉要求可调节,能够完全满足用户的需求。
1.预热不足可能会引起的振动。当预热不足,输入磨机内的热量将有部分被磨体吸收,造成热交换不充分,热平衡被打破,物料在磨盘上的摩擦力增大,流动性降低,料床板结成块,被磨辊碾压过的物料出粉率下降,无法被热风带离磨盘,导致料床波动,引起振动;2.给料量不足引起的振动。立磨的产量可在一定范围内调节,但当给料量过低时,磨内水分降低,吸收热量低于供给热量,物料被快速烘干,料床塑性降低,不易形成稳定料层,引起振动;3.过粉磨引起的振动。原料易磨性提高、碾磨压力过高、分离器转速过高都可能引起磨盘上方悬浮细料增多,含尘气体密度增大,导致颗粒之间发生碰撞的几率增大,分离器的选粉过程受到干扰,达到细度标准的物料无法被带出立磨,物料平衡被打破,料床上细料比例提高,引起振动。其他可能引起振动的原因:测振元件失灵;辊皮松动和衬板松动;喂料量过大、过小或不稳;系统风量不足或不稳;研磨压力过高或过低;选粉机转速过高;喷口环堵塞严重等。
1、经常检查传动带的松紧程度,皮带过松会降低传动效率而影响研磨效果,过紧则容易引起轴承发热,增加动力消耗,降低传动带的使用寿命。2、各种传动部件必须紧固可靠,拆卸或安装应使用专用工具,禁止用手锤等工具直接击打。3、不忘检查气动元件,塑料磨粉机开机后,要经常检查气路中各气动元件,气路及连接处是否有漏气或损坏,同时要检查供气压力是否符合要求,对同步带的使用情况也要经常检查,若发现过紧、过松、跳动、跑偏、磨损严重等情况,应及时调整、检修或更换。气源三联体中油雾器的存油量要定时检查,必须加20#锭子油,以免管路小孔堵塞。

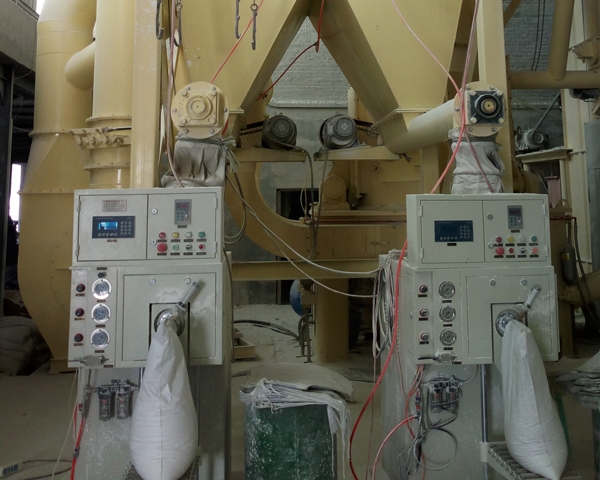
磨机、风机、压缩机的地脚螺栓等不能出现松动,设备的易松动件、待动连杆等都要进行严格的检查,提升机斗子和链子之间的连接也要检查。天津粉体包装机原料仓物料检查确认各原料仓的物料储存准确,料位计准确标示仓内物料位置,并与中控显示一致。试生产期间仓内物料不宜过满,一般为满仓的60%一70%。原料磨及附属设备检查根据设备要求严格检查,并确认其完好。粉体包装机厂家生料均化库检查生料库底透气层无破损,库内及充气箱内无积水,有问题及时处理;库顶、库侧防水完好;管道连接准确,耐压试验无漏气;库内无杂物;生料库首次进料前必须对库内进行干燥,生料库干燥后,所有孔洞封闭。

